Our Tempering Tunnel System offers simple, precise and effective tempering to process quality food products. The MIP 8 can greatly reduce tempering time for frozen fish, meat, poultry, fruit or bakery products. The system is compatible with our 75kW generators, for up to 150kW of total available microwave power. A streamlined tunnel solution, the MIP 8 can take your tempering time from days to minutes. As a result, this complete microwave system can help food processors yield higher outputs and alleviate downtime and lapses between production runs.
Tempering Tunnel Specifications
The MIP 8 tunnel system is capable of tempering thousands of kilograms of frozen product per hour. This full system empowers users with precise control of product temperature through the entire production process. Further food processes include slicing, grinding, dicing, forming, and molding. For final product temperature control, we recommend the making user-friendly time adjustments and generator power modifications.

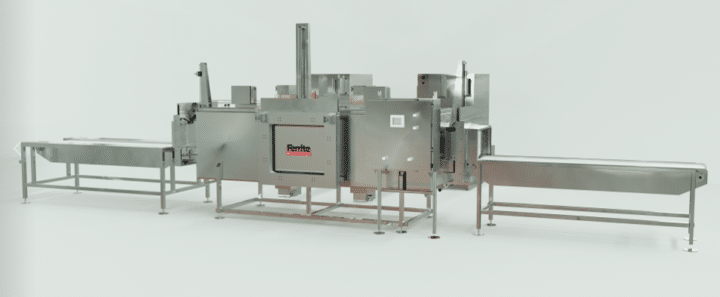
The cavity itself measures proportionally at 4-feet by 4-feet by 8-feet. With a larger cavity than the MIP 4, this system also contains an internal oscillating conveyor. There are loading and unloading conveyors on each side of the cavity, simplifying the process on both ends. Additionally, the tempering tunnel can be supported and powered by up to three dependable microwave generators. In its entirety, this system is fully compliant with European emissions standards. It can temper up to 13,000 lbs. of product per hour.
Microwave Tunnel System Advantages
The MIP 8 Tunnel simplifies the food tempering process from start to finish. Similar to the MIP 4, this system eliminates the need for full rooms and racks. It can also help eliminate the causal sanitation issues that may arise throughout the food production process.
In terms of production control, the MIP 8 will help plan batch input and output on a daily, weekly or monthly basis – yielding superior results. With regard to quality control, this system minimizes drip loss, giving the product (and the consumer) the desired flavor and protein compounds as expected. Here are some advantages to using our MIP 8 tempering tunnel system:
- Provides additional flexibility to food processing operations
- Gives ability to temper on demand
- Aids in cash flow management
- Improves food quality and end yield
- All-in one system: less handling sequences for production line workers
- Quality control: predictable final product temperature control
- In-person maintenance: schedule a visit with a field technician for comprehensive repairs
- Distance support: remote system troubleshooting by service technicians
- Advanced technology: user-friendly FMT software and Allen-Bradley Controls
The Tempering Process & Using the Oven
To start, a 20-inch wide positive drive, articulated belt loads material onto the cavity conveyor. Next, the product enters the cavity. After the loading step is complete, the cavity doors close. Once the doors are shut, the microwave tempering automatically begins. From there, the cavity conveyor oscillates the product back and forth to guarantee uniform heating. Once the tempering cycle is complete, the doors open and the product is unloaded onto the exit conveyor.
The unit features arc detection, with optional light curtains on either end of the tunnel. In terms of safety, the system features two emergency stop buttons. For extra protection, a two button gate lowering function is provided as part of the system. The interlocking access doors on the microwave transmitters and tempering process ovens meet applicable government safety standards, including CE compliance.
Still curious about the MIP 8? Head over to our resource center for more information!